
ニンジャボットは様々な種類のフィラメントに対応します
ニンジャボットは特に純正品のフィラメントを指定してはおりません。
溶解温度がニンジャボットの適用範囲の物でしたらある程度どのようなものでもお使いいただけます。
日進月歩、世界中で開発される様々な種類のフィラメントを自由にお楽しみください。
下記は実際に当社で射出した経験のあるフィラメントです。
状況が許す限り今後も実際に射出したものを増やしていきたいと思います。
*下記の内容は書きかけです。
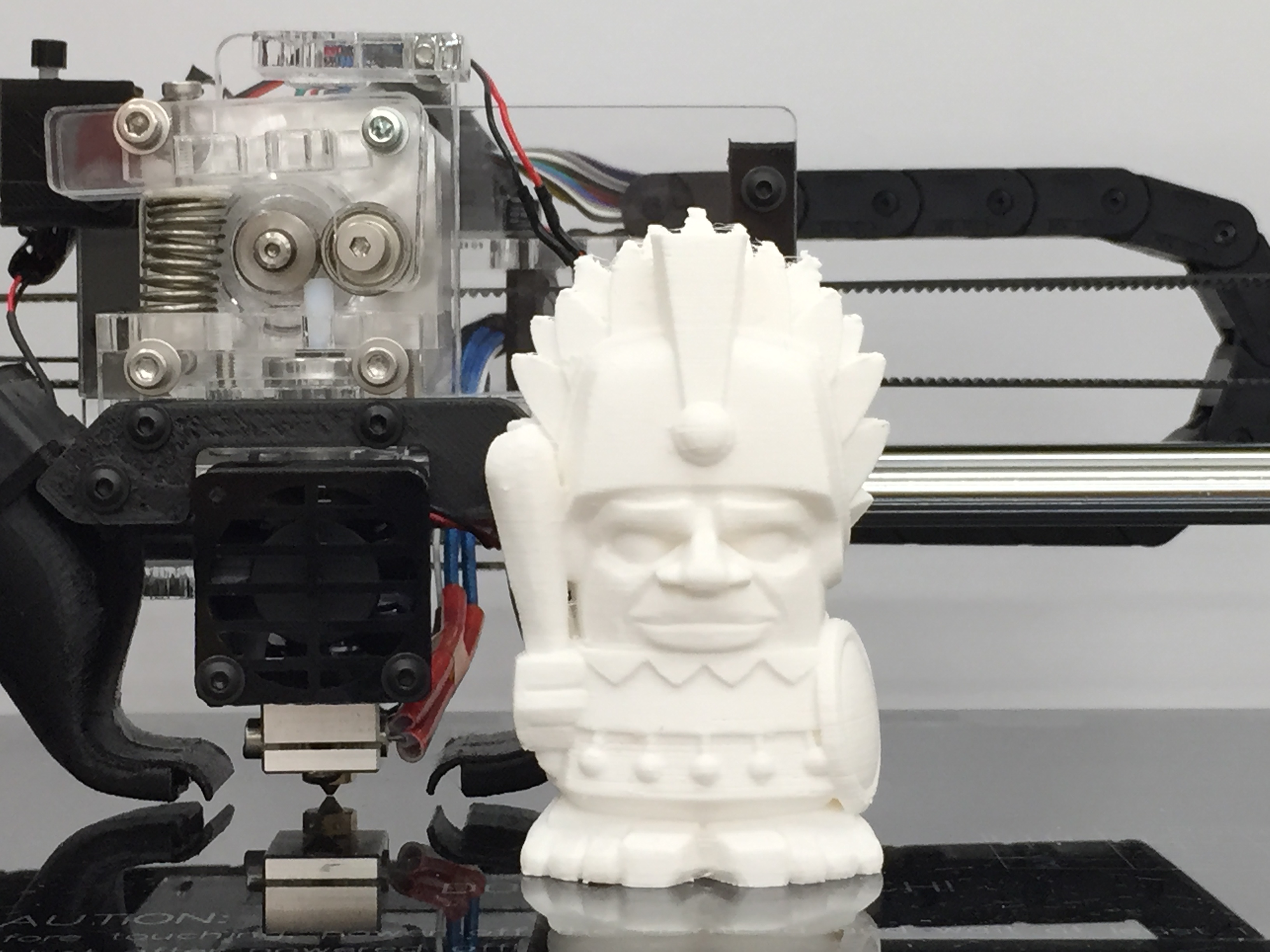
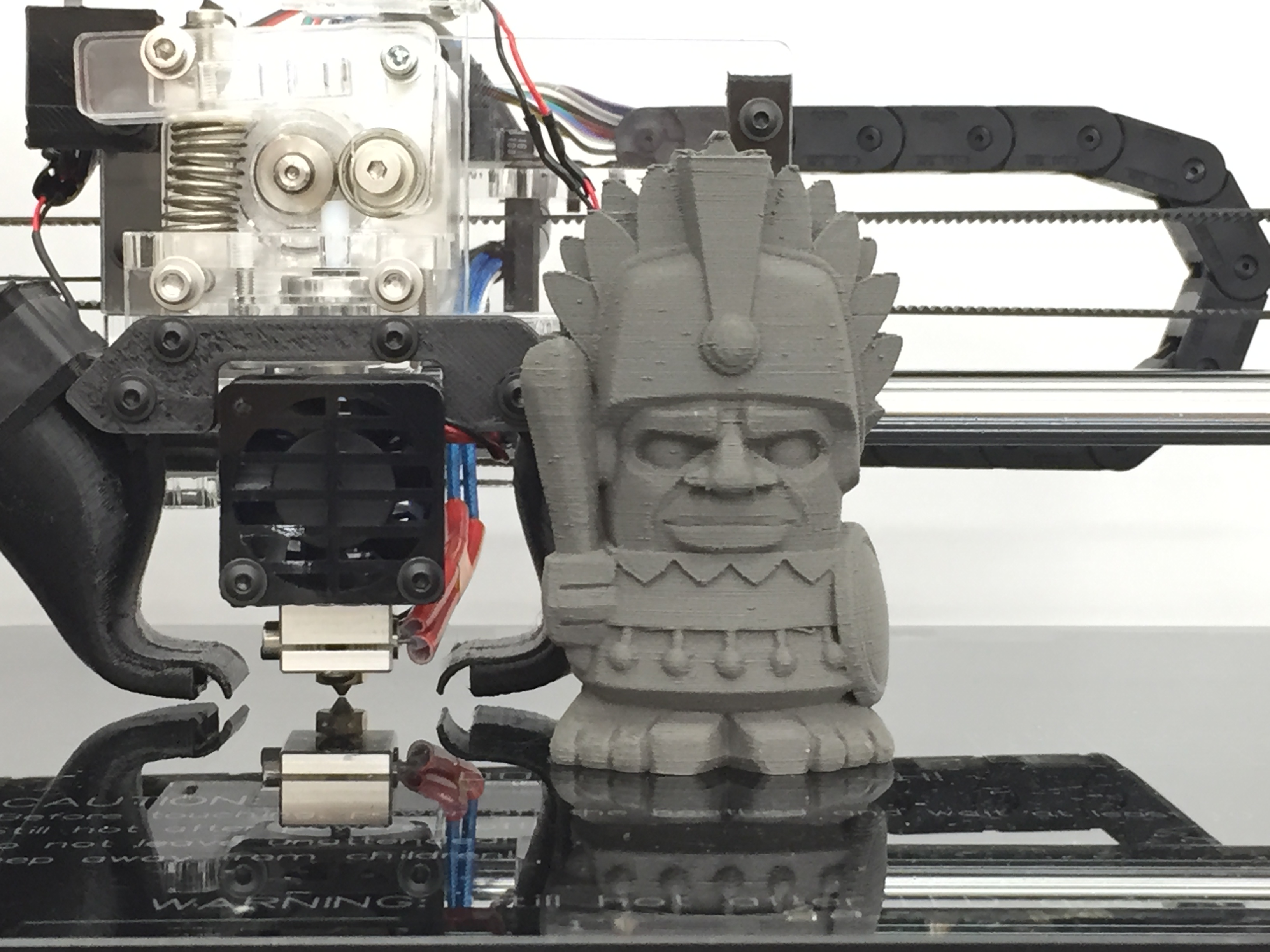
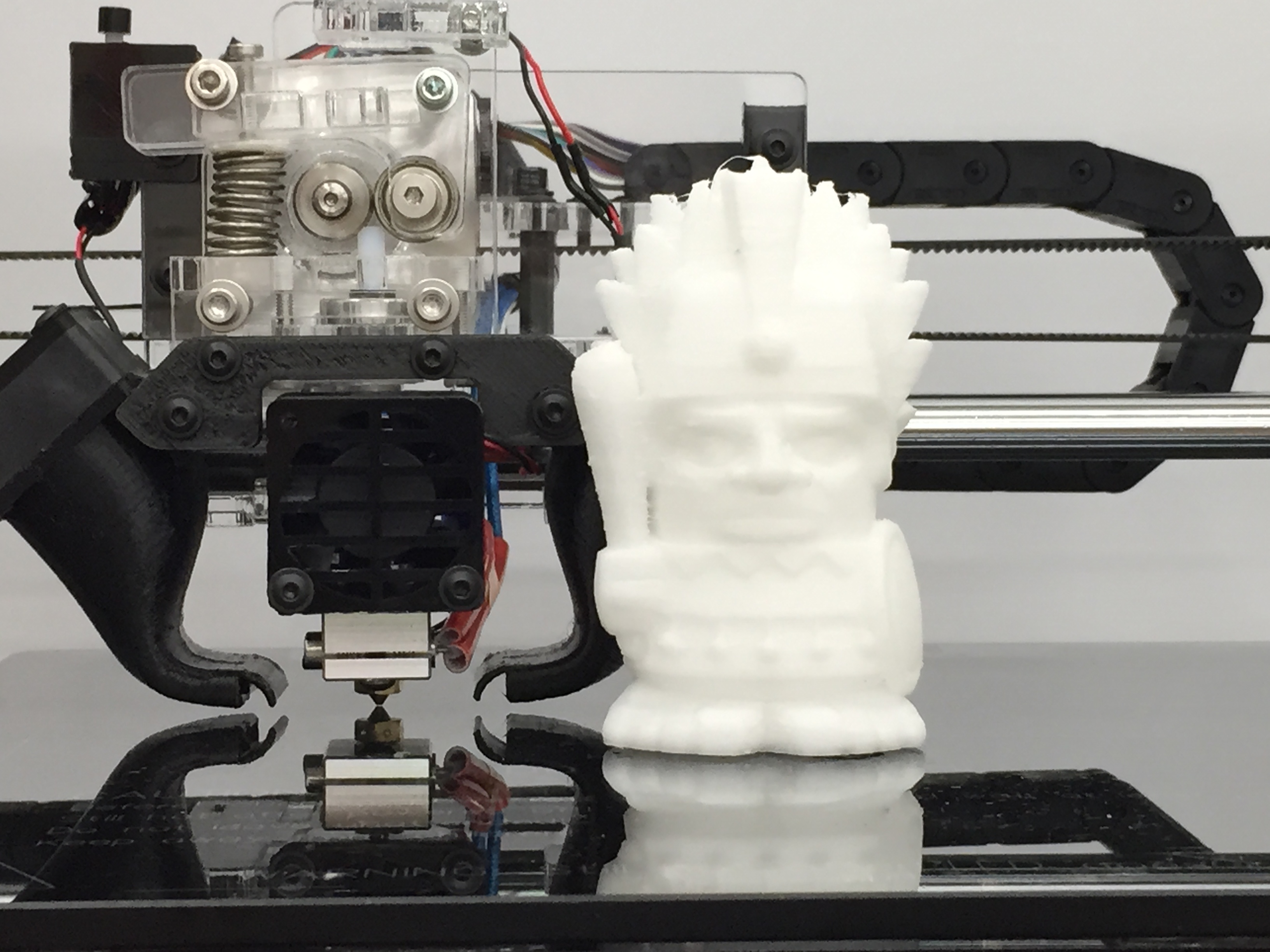
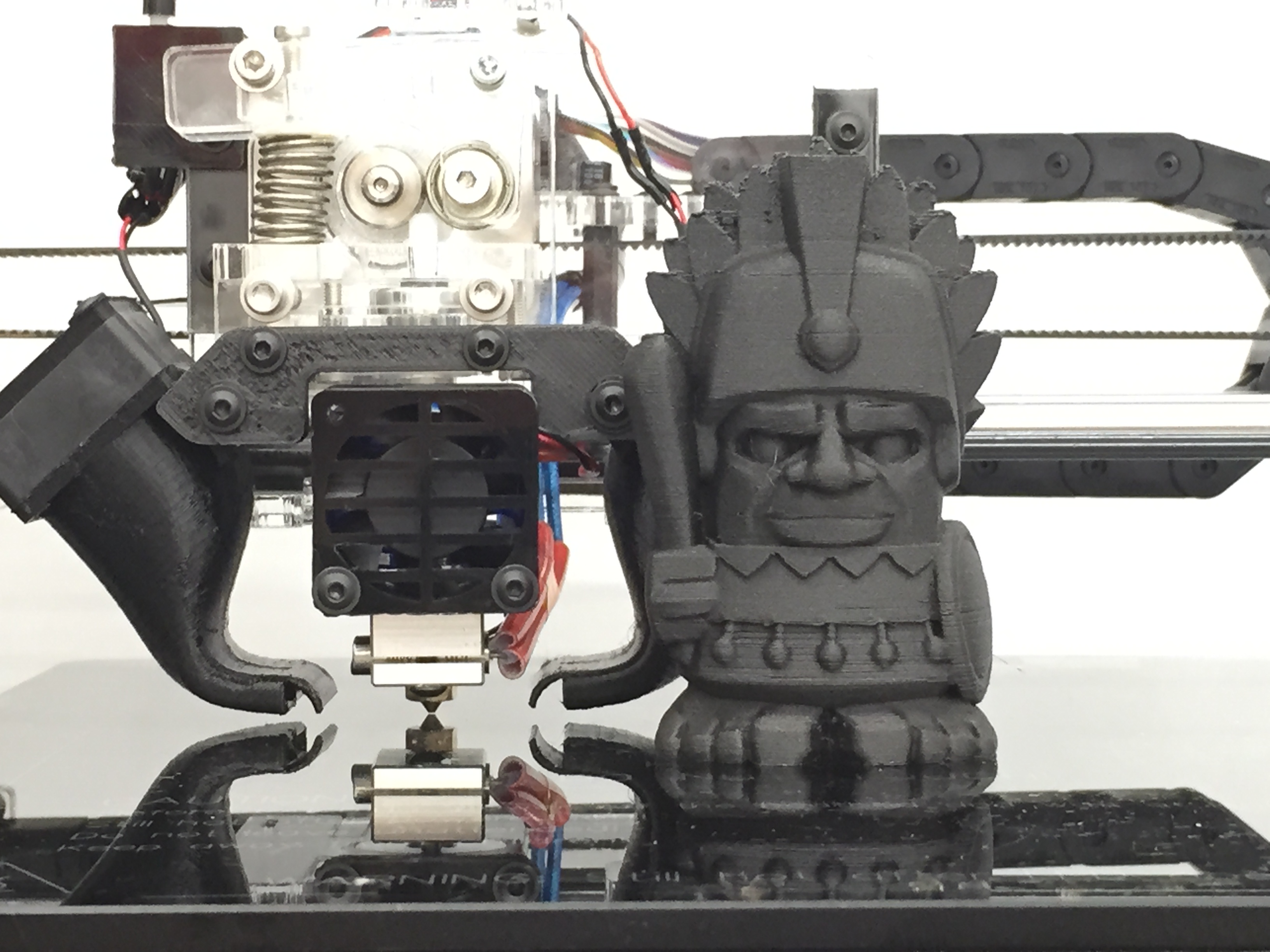
 | PolyPlus PLA(polymaker社:米国) PLA樹脂はトウモロコシなどの穀物から作られる生分解性樹脂。初心者にも扱いやすくABSと並んで2大人気の樹脂です。プリント温度の目安は180~210℃程度。造型テーブルの加熱は必ずしも必要ではありませんが、加熱出来ればより安定します。お勧めは60℃程度。溶解しても不快な臭いはしません。 PLA樹脂は全般にABSに比べて反りや収縮が少なく扱いやすく安定したプリントができますが、特にPolymaker社のこの製品は、溶解温度の設定、プリント速度、造型テーブルへの付着しやすさ、造形の安定性、ノズル内での詰まりにくさなどが他のメーカーの製品に比べいい意味でアバウトでどのような使い方をしても問題なくオールラウンドに使いやすいフィラメントです。 |
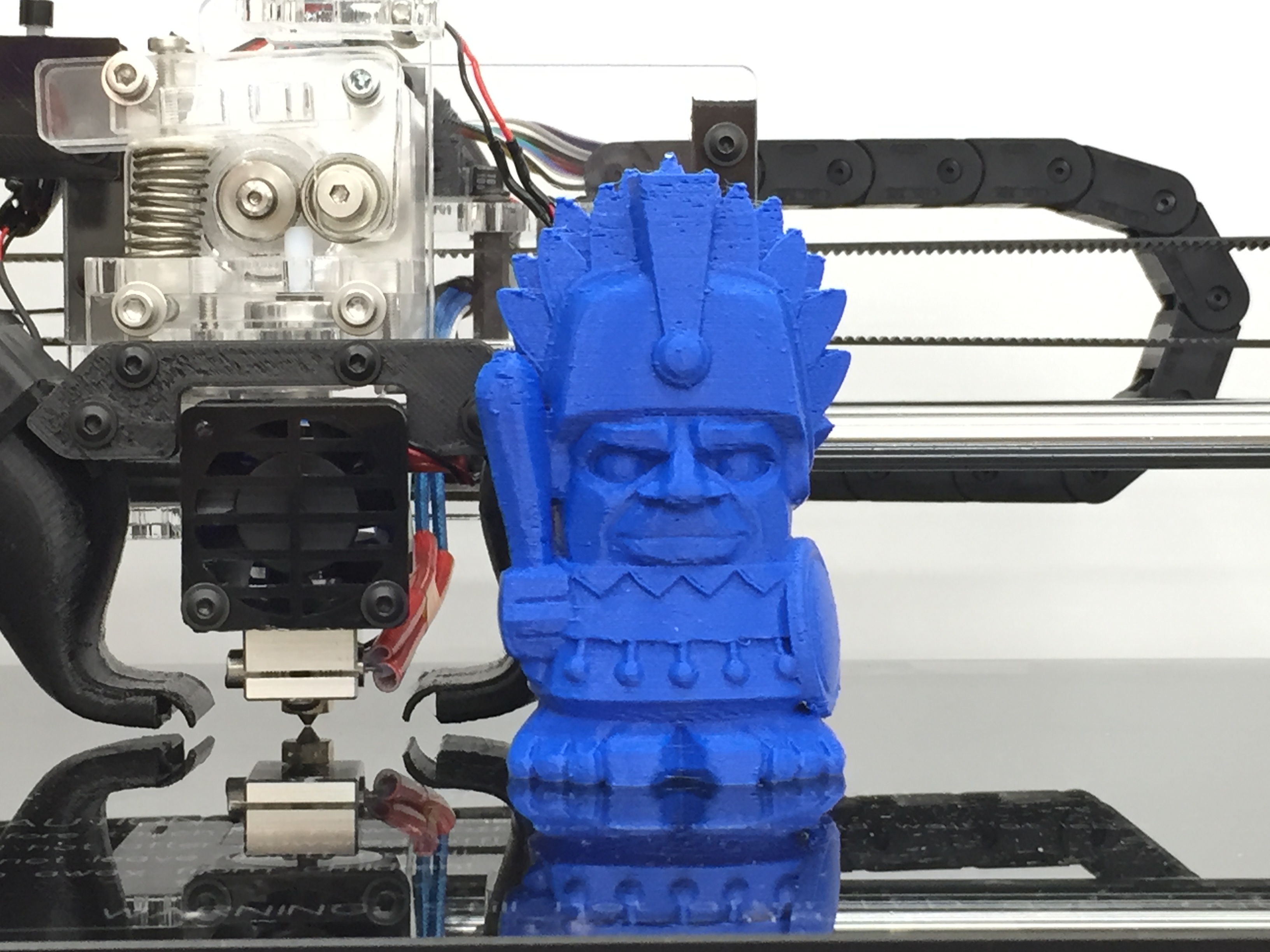
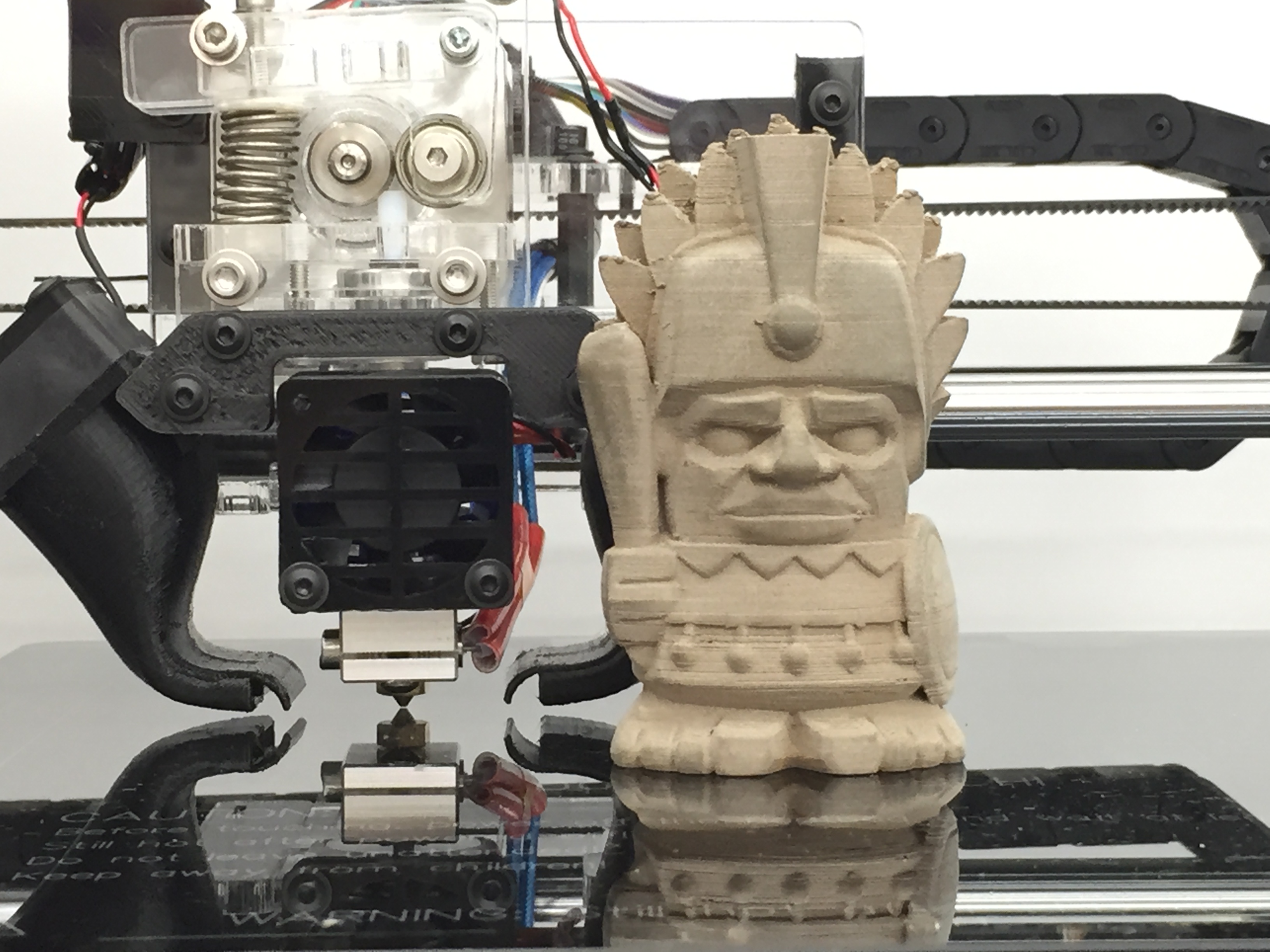
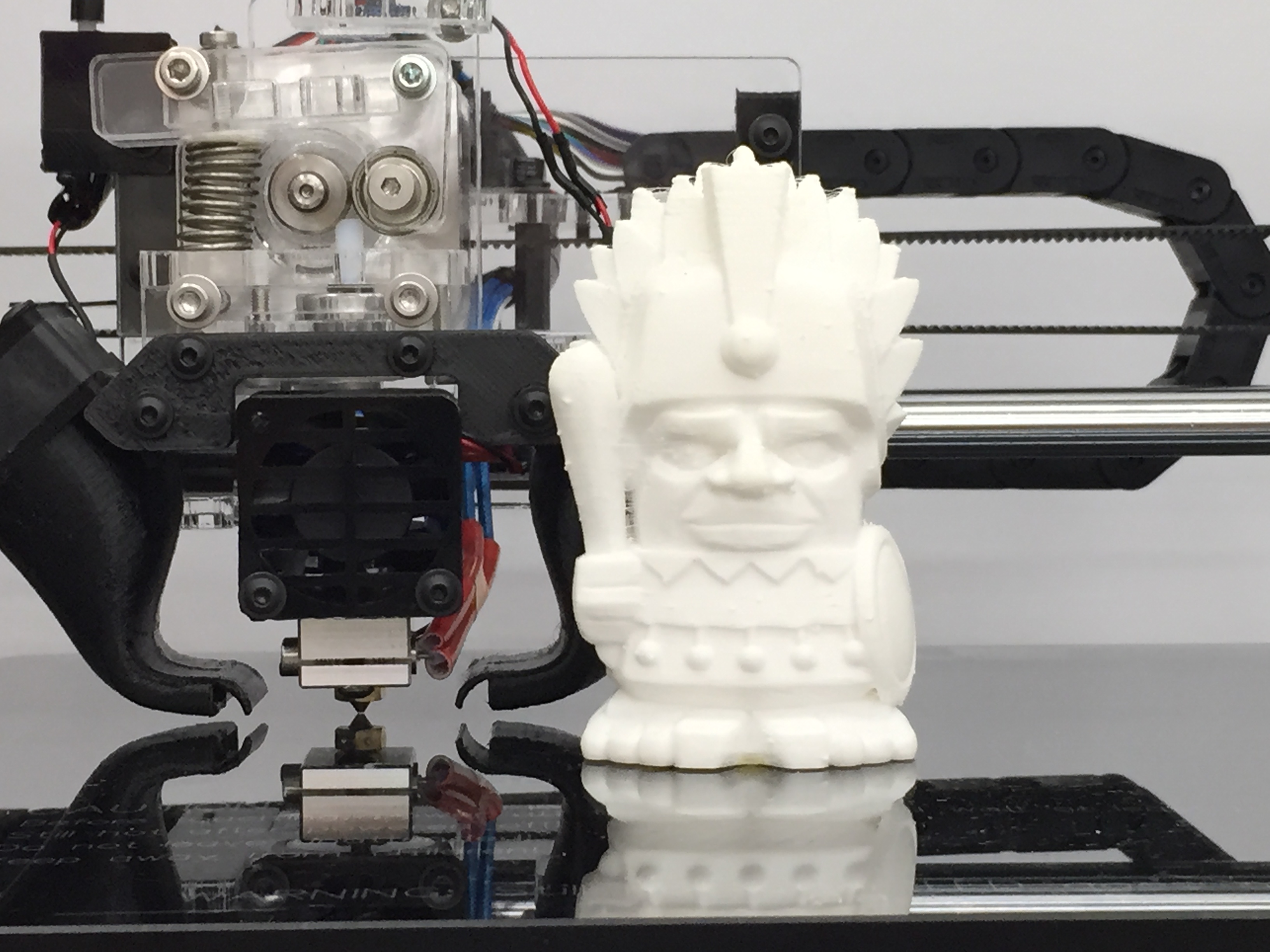
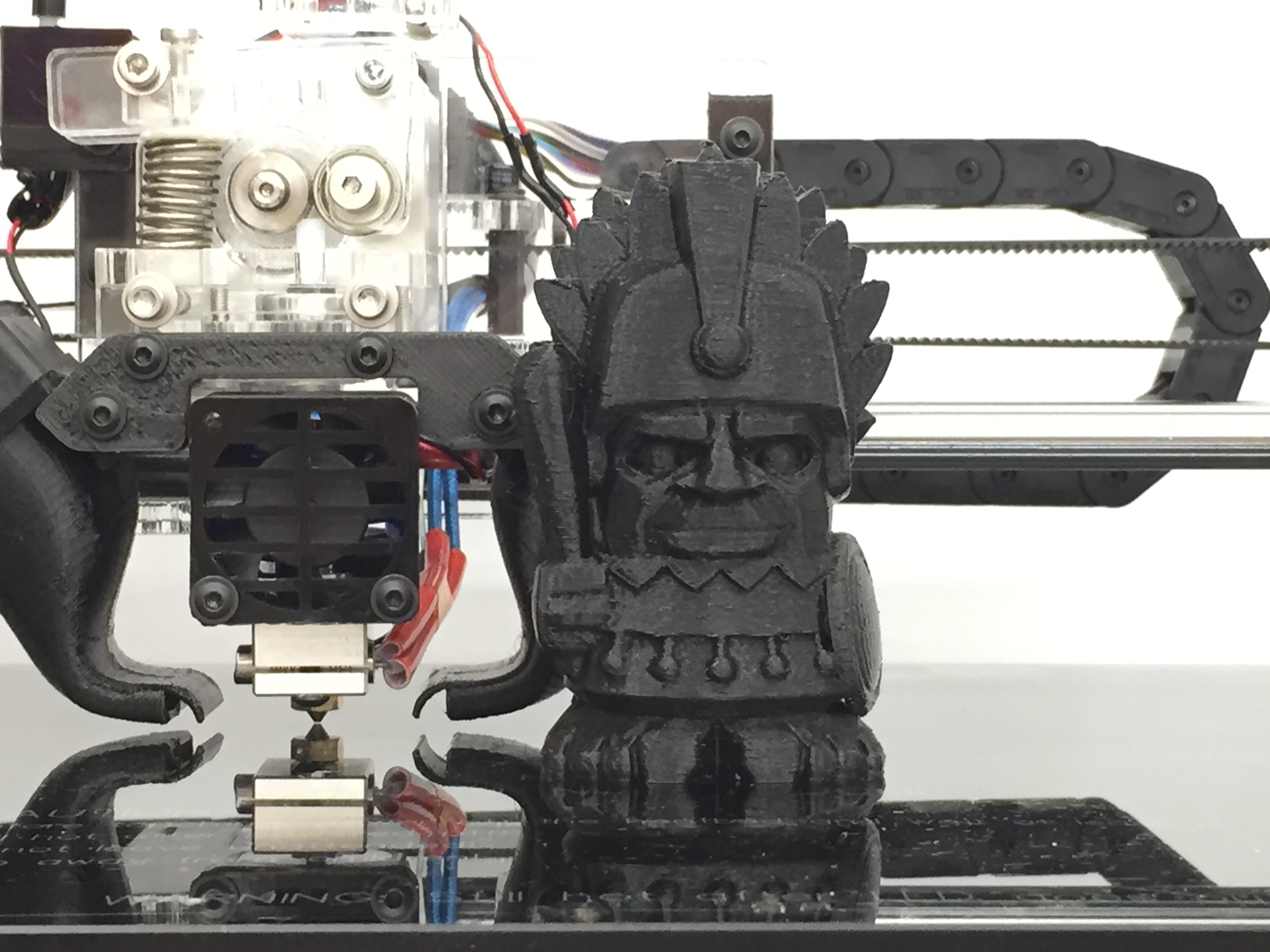
 | PolymaxPLA(polymaker社:米国) トウモロコシなどの穀物から作られる生分解性樹脂で通常のPLAよりも強度を大幅にアップさせたもの。一般的なABSの約20%アップの強度がある。ABSに比べ靭性が有り割れにくい。 プリント温度の目安は180~210℃程度。造型テーブルの加熱は必ずしも必要ではないが、出来れば加熱した方がよい。お勧めは60℃程度。不快な臭いはしない。 ABSに比べて反りや収縮が少なく扱いやすく安定したプリントができる。一般的なPLAよりも強度が欲しいがABSの扱いづらさに悩んでいた方に最適です。溶けると金属にくっつきやすくノズル詰まりを起こすことがある。 |
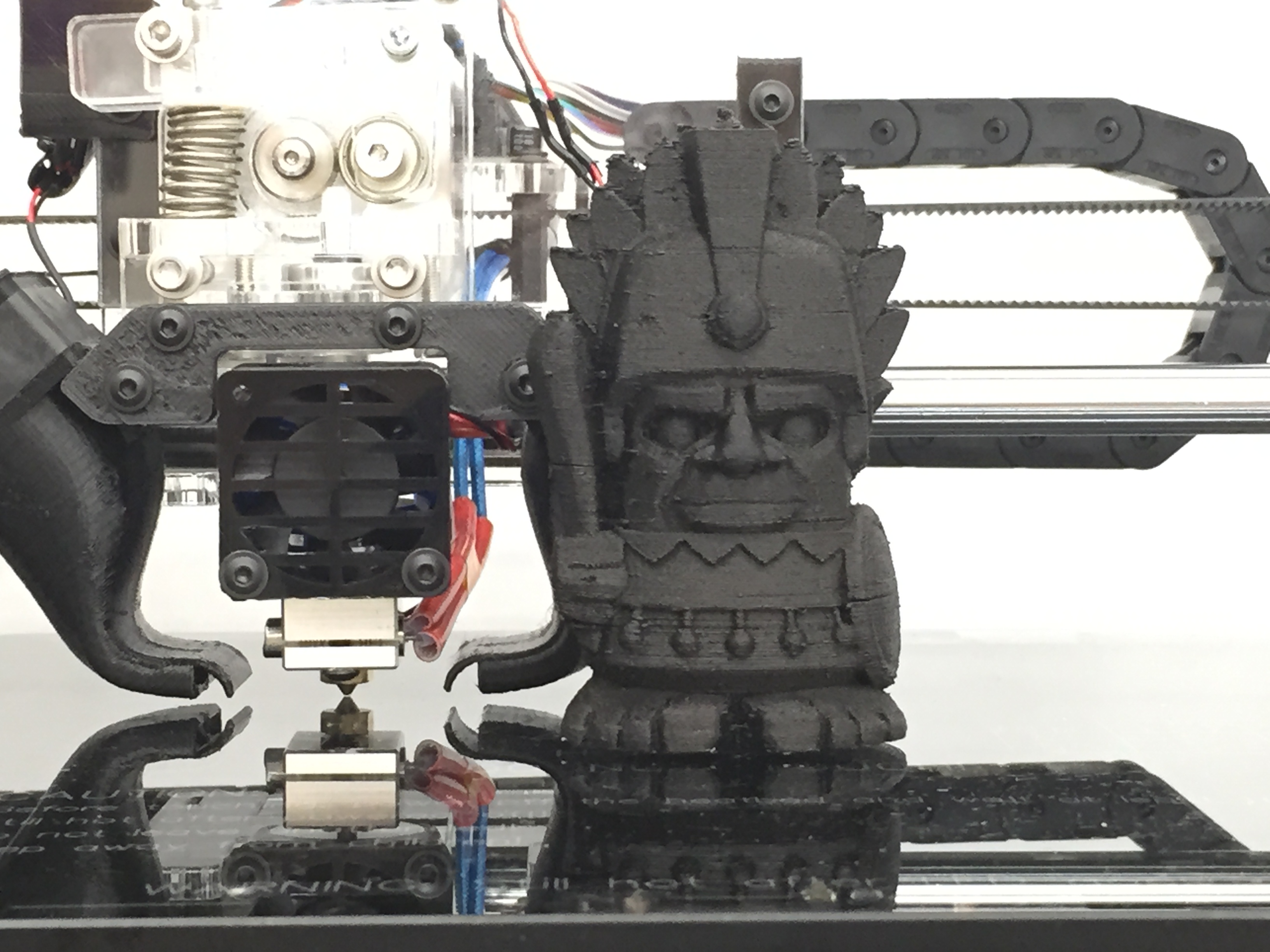
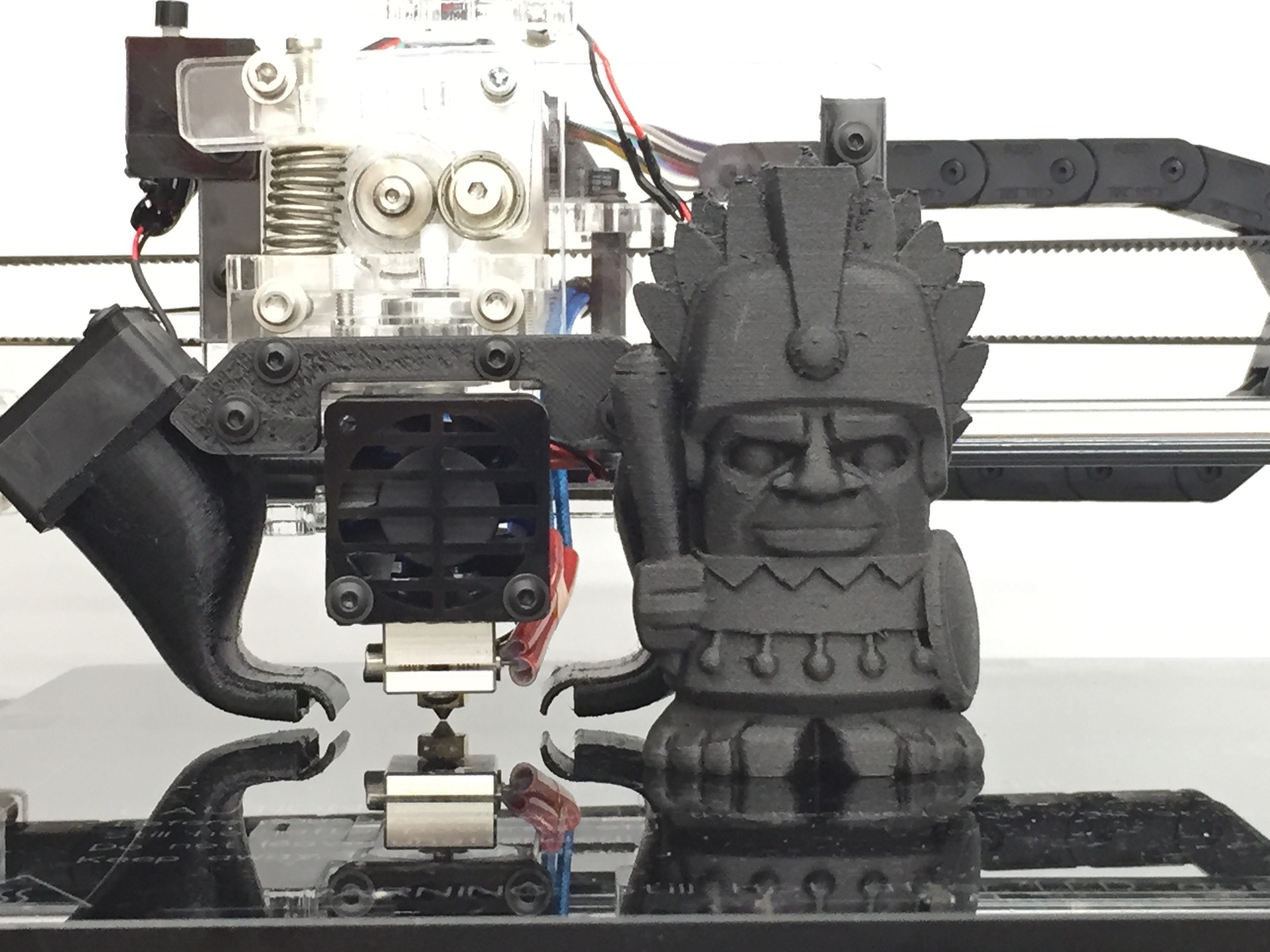
 | ABS(Plasil社:韓国) |
 | PolyFlex(polymaker社:米国) |
 | PET+(MadeSolide社:米国) |
 | Stainless SteelPLA(proto-pasta社:米国) |
 | BrassFill(Colorfab社:オランダ) |
 | BronzeFill(Colorfab社:オランダ) |
 | PolyWood(polymaker社:米国) |
 | Polycarbonate(UltiMachine社:米国) |
 | Co-polyesters(Colorfab社:オランダ) |
 | T-glase(taulman社:米国) |
 | Nylon Bridge(taulman社:米国) |
 | PCTPE(taulman社:米国) |
 | Nylon 618(taulman社:米国) |
 | Nylon 645(taulman社:米国) |
 | Conductive Black(Esun社:中国) |
 | NinjaFlex(Fenner Drives社:米国) |
 | FlexFill (FormFutura社:オランダ) |
 | Carbon Fiber PLA(proto-pasta社:米国) |
 | XT-CF20(Colorfab社:オランダ) |
 | Conductive PLA(proto-pasta社:米国) |
 | HERITAGE BRICK(TREED社:イタリア) |
 | CAEMENTUM(TREED社:イタリア) |
 | Sandstone - LAYBRICK(FormFutura社:オランダ) |
 | PEEK(INDMATEC社:ドイツ) |
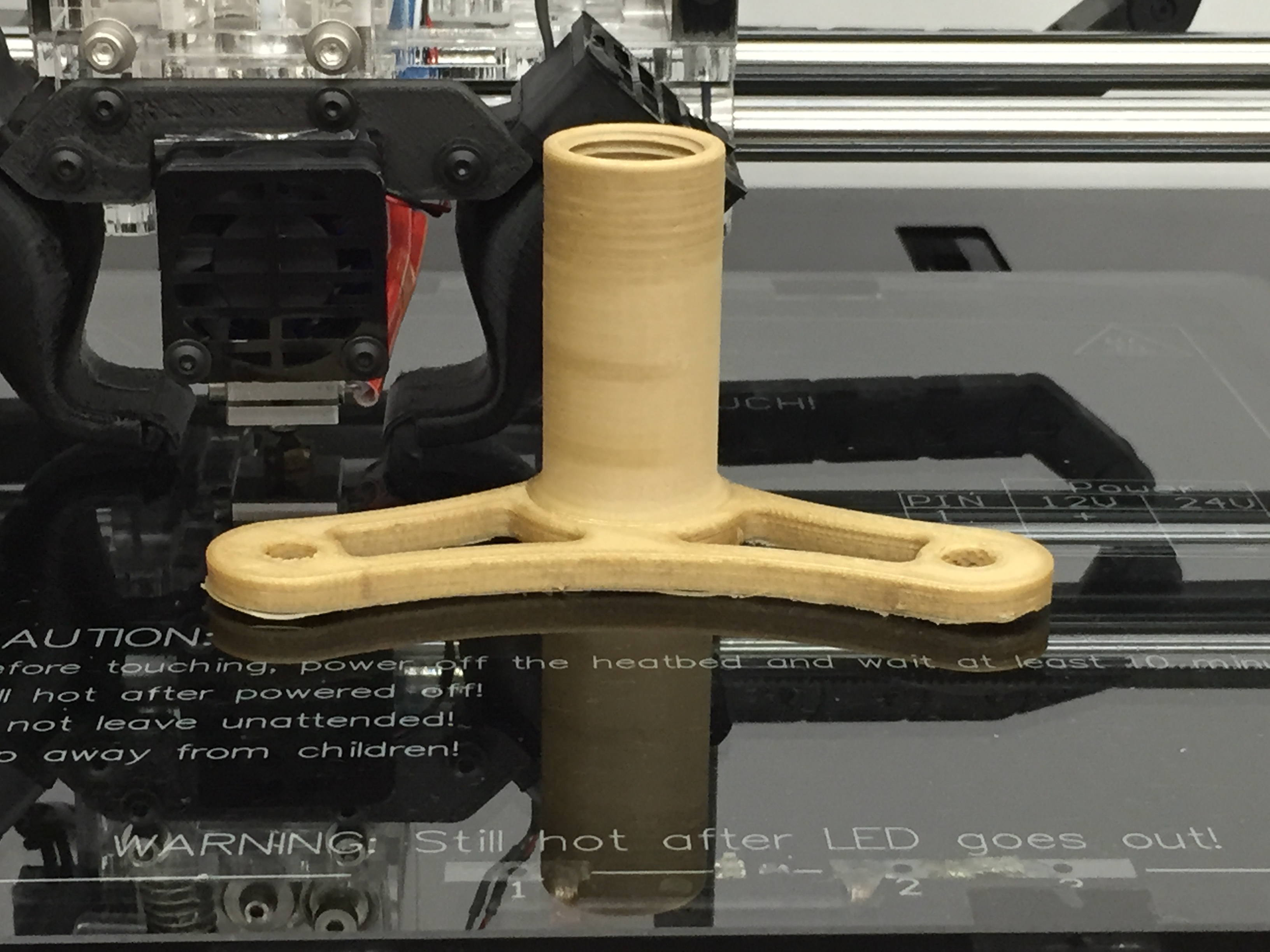
 | 水溶性PVA(日本合成化学工業:日本) 水に溶解するPVAのフィラメントです。主にオーバーハングやブリッジ形状のものをプリントする際のサポート材として使用します。 造型後に水の中に入れることで溶解してなくなり、サポート材がきれいに除去できます。 サポート材として利用するだけでなく通常のモデリング材としても利用できます。 通常のフィラメントに比べ多少粘度が高くプリント速度は30㎜/s以下の遅い方がきれいに造形できます。 |